Tungsten Inert Gas (TIG) welding, also referred to as Gas Tungsten Arc Welding (GTAW), is an arc welding technique that uses a non-consumable tungsten electrode for welding. It uses an inert gas, such as argon, to shield the welding area from ambient contamination while joining metals with a non-consumable tungsten electrode. TIG welding’s primary selling features are its remarkable control and adaptability, which allow it to join a wide range of metals, including copper, aluminum, and stainless steel.
What Is TIG Welding?
- TIG welding is a fine, precise welding method that makes use of a non-consumable tungsten electrode.
- Tungsten inert gas welding, or gas tungsten arc welding, is a type of welding in which a welding current is used to join metal parts together.
- Tungsten inert gas, or “TIG,” is the name given to the non-reactive gas—typically argon—that is used to shield the weld region from airborne contaminants.
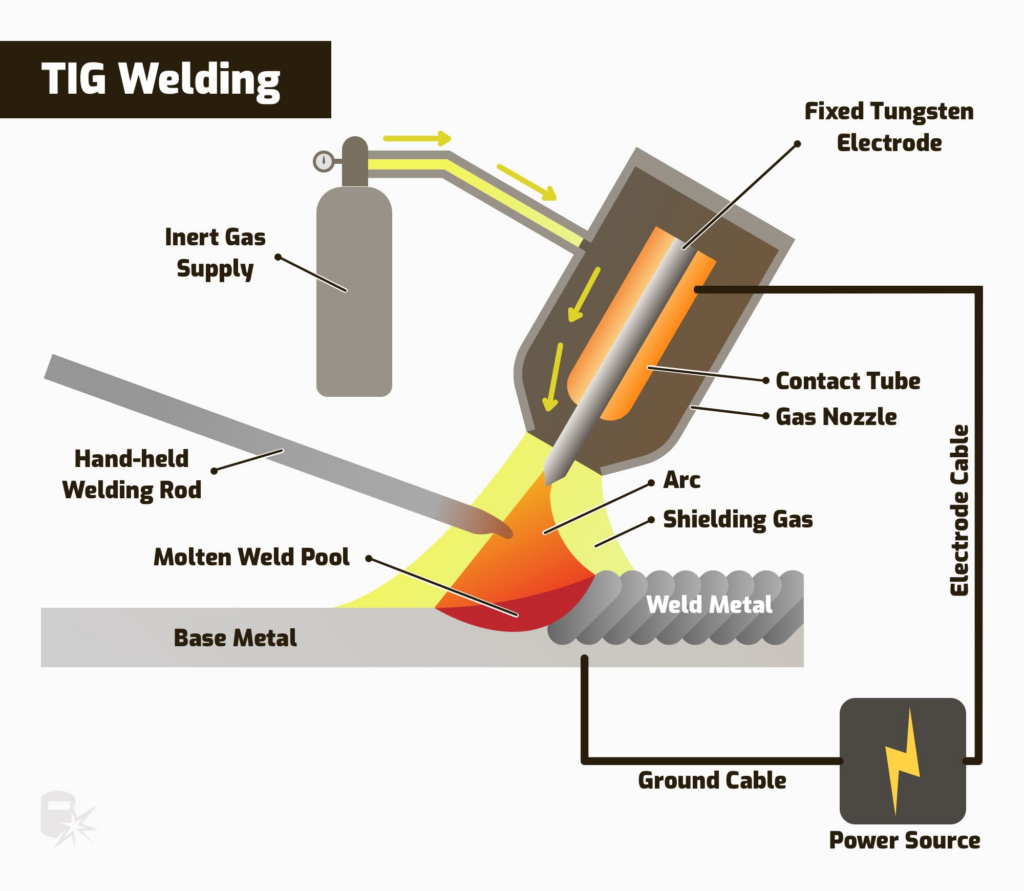
- The process generates a high-temperature electric arc between the workpiece and the tungsten electrode. As the welder manually adds more material by inserting a filler rod into the molten pool, it melts the metal. The pool establishes a strong link when it cools.
- TIG welding is a method that uses an electrode made of tungsten to join metal components. To stop oxidation, an inert gas—typically argon—is placed between the electrode and the workpiece. A high-temperature arc created by the electrode and workpiece melts the metal and forms a pool of weld. The joint can be strengthened by the manually applied filler material. TIG welding provides exact control for thin sheets of various metals, stainless steel, and aluminum.
- TIG (tungsten inert gas) welding is primarily used to join metals with extreme control and precision. Automobile, aerospace, and fabrication companies frequently use TIG welding. It offers exceptional weld quality with less distortion and is particularly well-suited for thin materials.
- The maximum tensile strength of TIG butt welds can reach up to 97% of the ultimate tensile strength of the base metal, making them extremely strong in general. This suggests that components can be joined via TIG welding while retaining a sizable amount of their original strength.
Many industries, such as aerospace, manufacturing, bicycles, cars, and thin, sensitive workpieces, frequently use the TIG welding technology. It creates a clean, smooth weld that is perfect for a variety of metals, including nickel alloys, copper, aluminum, stainless steel, alloy steel, and magnesium. It is especially perfect for nonferrous metals. This kind of welding is particularly useful for tasks involving particular metals, such as thin, light materials, and is also frequently employed in tool and die repairs.
Components of TIG Welding
Power Source
A DC or AC power source that droops and maintains a steady current is required to run TIG welding. In order to prevent abnormally high currents from being pulled when the electrode is short-circuited onto the workpiece surface, a constant current power source is necessary. This may occur accidentally while welding or on purpose during arc initiation. Any contact with the workpiece surface would harm the electrode tip or fuse the electrode to the surface if, as in MIG welding, a flat characteristic power source is utilized.
- In DC, the electrode always has negative polarity to prevent melting and overheating because arc heat is distributed around one-third at the cathode (negative) and two-thirds at the anode (positive).
- The advantage of using the DC electrode positive polarity connection as an alternate power source is that it cleans the workpiece’s surface of oxide contamination when the cathode is on it. Because of this, AC is utilized for welding materials like aluminum that have a persistent surface oxide deposit.
Tungsten Electrode
Because tungsten is a rare metallic element with a higher melting point (3422°C) than other metals (such as stainless steel, which has a melting point between 1400 and 1530°C), it is employed in this procedure. Excellent electrical conductivity can be obtained from tungsten without consumption. However, erosion on the tip during the shielded metal arc welding process is still possible.
Depending on the type of weld, tungsten electrodes can also be alloyed to enhance their characteristics. Here are a few typical examples:
- Pure tungsten electrodes (green): When utilizing AC current, they provide good arc stability. Light metals are used because they maintain a neat, balled end. These are the most affordable as well and are used for general-purpose tasks.
- Thoriated electrodes (1% thorium yellow; 2% red; 3% purple): Because they were the first to outperform pure tungsten electrodes in DC welding arc performance, they are quite ubiquitous in the welding scene. They can support large current loads and hold the tip’s form for extended periods of time. But thorium releases alpha radiation, which is harmful to the lungs. To collect the dust created during tip grinding, a dust extraction device is needed.
- Lanthaned electrodes (1% lanthanium black, 1.5% gold, 2% blue): An electrode that is not radioactively alloyed with lanthanum oxide. It has a low erosion rate and outstanding arc stability characteristics. marginally less effective than electrodes with thoriated ends.
- Ceriated electrodes (2% cerium grey): Cerium oxide alloyed non-radioactive electrode. Compared to lanthanide electrodes, these electrodes have a higher arc-initiating voltage but a lower current capacity.
- Zirconiated electrodes (0.7-0.9% zirconium white, 0.15-0.5% brown): These electrodes blend zirconium oxide with tungsten. This alloy offers a longer electrode life and a good resistance to contamination. When the finest quality is required, it is utilized because it creates an arc that is incredibly steady.
- Cerium lanthanium electrodes (pink): A set of long-lasting, simplified arc ignition electrodes made of ceriated and lanthanide materials.
Inert Shielding Gas
- While the welding arc is receiving electricity, inert shielding gas is provided to the TIG flame to prevent contamination of the weld pool.
- As the metals melt and fuse with the filler rod, the shielding gas flow is crucial in preventing oxidation and atmospheric contaminants from damaging the weld puddle.
- Argon is the most often utilized shielding gas in this procedure. When other criteria (such as the metals to be welded, the welding speed, the material penetration, etc.) are taken into account, alternative combinations of hydrogen and argon as well as a mixture of helium and argon are employed.
Torch
A mechanical tool used for melting and fusing metals is called a welding torch. Various varieties exist based on their intended use:
- Unlike water-cooled TIG torches, air-cooled torches have only one gas input and are more likely to overheat. These torches are mostly used for small tasks and thin-walled metals.
- Water-cooled TIG torches have an input and an output for water lines in addition to a gas input. This is beneficial for bigger projects that require quick cooling. However, since a water cooler system needs to be installed, this comes at a cost.
Arc Starting
- By creating a short circuit on the surface, one can initiate the welding arc.
- The primary welding current won’t flow until the short circuit is broken. Nonetheless, there’s a chance the electrode will adhere to the surface and result in a tungsten inclusion in the welded joint.
- The ‘lift arc’ technique, in which the short-circuit forms at a very low current level, can help minimize this risk.
- The TIG arc is most frequently started using HF (High Frequency).
- High voltage sparks with a few thousand volts and a brief duration are what make up high-frequency radiation (HF). The electrode-workpiece gap will ionize or disintegrate as a result of the HF sparks.
- In AC, electrode polarity is reversed at a frequency of roughly 50 times per second, extinguishing the arc with each polarity shift. For this reason, HF is also crucial for stabilizing the AC arc. HF sparks are produced across the electrode/workpiece gap at the start of each half-cycle to guarantee that the arc is rekindled at every polarity change.
Filler rod
The Filler material is frequently added to the weld pool in TIG welding applications to give more material for the junction. The type of base metal being welded determines the filler rod selection.
Foot Pedal or Hand Control
Throughout the welding operation, the welding current can be adjusted using a foot pedal or hand control. As a result, the welder has exact control over the weld and may adjust the heat input as needed.
Cooling System
TIG torches may produce a lot of heat, particularly when welding over extended periods of time. An air-cooled or water-cooled cooling system aids in the removal of heat.
Personal Protective Equipment (PPE)
When welding, safety comes first. In order to guard against radiation, sparks, and molten metal, the welder needs to wear the proper PPE.
- The welding helmet has a filter lens to shield the wearer’s eyes from UV rays and bright arcs.
- Gloves: To protect hands, they are made of material that resists flames.
- Wearing flame-resistant jackets, aprons, and other clothing to prevent burns to the skin is known as protective clothing.
- Respiratory protection is occasionally required, particularly when welding materials that emit toxic fumes.
Work Clamp and Ground Cable
A strong electrical connection is required for TIG welding to take place. The electrical circuit is completed when the work clamp joins the workpiece and the power supply.
Materials for TIG Welding
- Aluminum: TIG welding is frequently the best option when it comes to aluminum products. TIG equipment is appropriate for use in the automotive, aerospace, and other industries because it creates welds of exceptional quality and permits exact control.
- Stainless Steel: To supply the electrode negative polarity when TIG welding stainless steel, use a DC machine. Both the ground clamp and the TIG torch need to be attached to the positive and negative terminals of the welder, respectively. By doing this, you can ensure the integrity of the corrosion-resistant qualities of the stainless steel, minimize deformation, and have better control over the heat input.
- Steel: Many varieties of steel, including carbon and low-alloy steel, are acceptable for TIG welding. It creates welds of excellent quality with little spatter and permits exact control over the amount of heat input. TIG welding is frequently utilized in the manufacturing of automobiles, pipelines, and structural fabrication. See our Steel Metals guide for additional details.
- Chromoly: An alloy called chromoly (chromium-molybdenum) is widely used in bicycle manufacture and motorsports. When applied to chromoly materials, TIG welding yields robust, uncrackable welds that are unmatched by other methods. The material’s mechanical characteristics are maintained and heat-affected zone (HAZ) problems are avoided thanks to TIG welding’s precision control over heat input.
- Nickel alloys: TIG machines are typically used in the welding of nickel alloys, which are recognized for their strength at high temperatures and resistance to corrosion. For optimal results, shielding gases such as argon, helium, or a combination of the two are usually required for nickel alloys. Using an argon-hydrogen gas mixture made especially for welding pure nickel is an alternative. It is suitable for usage in the chemical processing, power generation, and aerospace sectors.
How does TIG Welding Work?
- The welder cleans the workpieces to get rid of any impurities like dirt, oil, or oxide coatings before starting. This is important because weld flaws might result from TIG welding’s extreme sensitivity to contaminants.
- Depending on the kind of metal being welded, the welder configures the power supply of the TIG welding machine to either direct current (DC) or alternating current (AC). For instance, steel and stainless steel are usually treated with DC, but aluminum is usually treated with AC.
- The TIG torch is filled with a tungsten electrode, which is selected due to its high melting point. An additional source of inert gas, typically argon, is attached to the torch and circulates around the electrode. This gas protects the weld region from air gases that may contaminate or damage the weld, such as nitrogen and oxygen.
- The welder uses a foot pedal or a finger switch on the torch to start the arc. As a result, an electric arc forms between the workpiece and the tungsten electrode. The base metals melt at the site of contact due to the arc’s extreme heat, which can reach up to 6,000 degrees Fahrenheit.
- A weld pool is created when the metals melt. Using one hand to manage the arc and weld pool, the welder advances the torch along the joint line. For the weld to be neat and consistent, movement and speed are essential.
- The filler material is not always necessary for TIG welding, in contrast to other welding techniques. But when it comes to use, the welder manually adds the filler metal to the pool of weld. In order to make sure the joint is filled and strengthened, this is accomplished by inserting a filler metal rod into the weld pool with the other hand.
- The melted metal cools and solidifies to make a strong, neat weld as the torch advances along. Until the metal has cooled enough to be impervious to ambient gases, the inert gas keeps protecting the weld area.
- Cleaning and polishing the weld region after welding is frequently necessary, particularly in applications where aesthetics are crucial. This stage also allows for the removal of any heat-related discoloration.
Application of TIG Welding
- Automotive industry
- The clean, corrosion-resistant welds that TIG welding produces are advantageous for stainless steel exhaust systems. Performance and customized exhaust systems are made using this method.
- Roll cages, suspension parts, and other vital components are welded using TIG welding in the motorsports enterprise, where safety and performance are of the utmost importance. When fabricating custom vehicles, the welds’ visual quality is extremely crucial.
- Aerospace industry
- Aircraft frames and structures with great strength and low weight are made and repaired using TIG welding. The strength-to-weight ratios of titanium and aluminum, which are frequently utilized in aerospace, make this method perfect for welding them together.
- Turbine blades and combustion chambers are two essential engine parts that need TIG welding’s extreme precision and flawless welds. TIG welding guarantees the durability and dependability of these components, which are subjected to harsh conditions frequently.
- Food and Beverage Industry
- TIG welding is frequently used to join stainless steel machinery used in food processing, such as conveyor systems, blenders, and mixers. Adherence to health and safety regulations depends on hygienic and spotless welding.
- Food and beverage storage tanks and vessels are made and repaired using TIG welding. The procedure guarantees corrosion-resistant and sanitary welding.
- Medical industry
- In the medical industry, cleanliness and precision are crucial. Surgical tool manufacturing uses TIG welding, which produces robust, smooth, and sterile welds.
- Titanium and other biocompatible metals are frequently used to create devices like orthopedic implants, pacemakers, and dental instruments. These vital components require high-quality welds, which TIG welding offers.
- TIG is used in the welding of various medical equipment parts, such as stainless steel beds, frames, and carts, to guarantee hygienic and long-lasting results.
- Electronics Industry
- Electronic device enclosures are generally composed of stainless steel or aluminum, and TIG welding ensures accurate, clean welds that shield delicate components.
- The production of housings for various sensors requires the precision and minimal heat input of TIG welding to avoid damaging the delicate electronics inside.
- Construction Industry
- Architectural metal components including railings, staircases, and ornamental embellishments are created using TIG welding. Smooth and aesthetically pleasing welds are essential for exposed structures.
- TIG welding gives structural components and frameworks the durability and accuracy needed to be built using high-strength welds. This comprises components composed of sturdy metals like stainless steel.
- Shipbuilding Industry
- Hulls in shipbuilding are constructed and repaired using TIG welding. One important benefit is the ability to weld big portions of aluminum and steel with little deformation.
- Numerous piping systems are used on ships to carry fluids like water and fuel. For the safety and proper operation of the ship, leak-proof and corrosion-resistant joints are ensured by the use of TIG welding.
- Art and Sculpture
- TIG welding is a technique used by artists to make elaborate and complex metal sculptures. Because TIG welding is so precise, the welds may be precisely controlled, producing visually beautiful artwork.
- Custom furniture, gates, and railings are among the beautiful items made with TIG welding. These items have better visual appeal because of the neat, high-quality welds.
Advantages of TIG Welding
Because TIG welding has so many benefits, it’s the preferred technique for a lot of complex building projects. A TIG welding machine’s ability to create precise, expert-looking welds devoid of slag or spatter is one of its primary advantages.
Some of the major advantages are:
- TIG welding yields incredibly well-finished, beautifully shaped welds. This is because the welding process is well controlled, reducing the possibility of flaws such as inclusions, porosity, and spatter.
- Numerous metals, such as titanium, aluminum, magnesium, copper, and stainless steel, can be welded using this technique. Due to its adaptability, it may be used in a wide range of industries and applications.
- Thin material and complex workpieces are especially well suited for TIG welding since it provides for exact control over all the welding parameters, including the heat input. Better control over the weld bead is possible since the welder can independently adjust the heat and filler material.
- TIG welding makes clean welds with little contamination and oxidation because it uses an inert shielding gas—typically argon—and a non-consumable tungsten electrode. The absence of flux lowers the possibility of slag and other contaminants.
- Strong welds with good mechanical qualities are produced by the method. The strength and flexibility of the weld joints are enhanced by the lack of impurities and slag.
- TIG welding is a safer and cleaner process because it doesn’t emit sparks or spatter as other welding techniques do. This is particularly helpful in settings like the food and aerospace sectors where hygiene is essential.
- TIG welding produces smooth, aesthetically beautiful welds that frequently require little to no post-weld polishing. This makes it perfect for applications where the weld’s look matters.
- TIG welding does not require the use of flux, which can sometimes lead to contamination and additional cleaning steps. The inert gas used provides adequate protection for the weld pool.
- Any position—flat, vertical, horizontal, or overhead—can be used for TIG welding. Because of its adaptability, it can be used in a variety of settings and roles.
- TIG welding reduces the amount of thermal deformation of the workpiece because of its excellent heat control. This is particularly crucial when welding precise components or narrow sections where dimensional accuracy is essential.
Disadvantages of TIG Welding
TIG welding is a highly precise, industry-standard technology that is employed by professional welders across numerous sectors. Even though TIG welding is one of the best options available to experts, there are a few disadvantages to consider before using this technique.
- You won’t get the same speedy results as you would with MIG or other automated welding procedures because TIG welding is a slower operation.
- A TIG operation’s initial setup is costly, but subsequent costs for consumables, gas, and maintenance are often moderate or affordable.
- Long-term exposure to the strong light produced by this kind of welding could be dangerous.
- TIG welding is a difficult procedure requiring professional expertise and training, hence experienced welders are needed. To do this kind of welding, one hand must be used to handle a TIG welding torch while the other is used to provide filler material.
- When welding, contamination is possible if there is insufficient gas covering. The weld’s quality may also be impacted by inadequate gas coverage or inadequate gas.
- To fully utilize TIG welding, you must grasp the polarity of your welds, which calls for training. You should be aware of all of your options, including whether to use DC or AC for TIG welding.
References
- https://www.xometry.com/resources/sheet/what-is-tig-welding/
- https://www.millerwelds.com/resources/article-library/tig-it-how-a-tig-welder-works-and-when-to-tig-weld#:~:text=How%20does%20a%20TIG%20welder,the%20tungsten%20and%20weld%20puddle.
- https://www.twi-global.com/technical-knowledge/job-knowledge/tungsten-inert-gas-tig-or-gta-welding-006
- https://fractory.com/tig-welding-explained/
- https://alroys.com/what-is-tig-welding-and-how-does-it-work/
- https://weldguru.com/tig-welding/
- https://www.sunbeltrentals.com/resources/blog/industrial-tool/tig-welding-applications/