Selective laser sintering (SLS) represents an additive manufacturing technique in 3D printing, employing powerful lasers to fuse finely powdered materials into a cohesive solid structure. During this method, a printer evenly distributes a layer of powder and meticulously sinters it, repeating this deposition and sintering sequence until the component is fully formed. The object’s form is shaped by directing a laser onto specific points within the powder bed in space, following the instructions of a digitally crafted CAD (computer-aided design) model.
SLS printing uses a high-powered laser to sinter small particles of polymer powder into a product based on a 3D CAD design. SLS technique is suited for a wide range of applications, from rapid prototyping to end-use parts with complex geometries, due to its high resolution, productivity, and ease of material supply.
What is Selective Laser Sintering?
- Selective Laser Sintering (SLS) is a powder bed fusion-based additive manufacturing technique. In SLS 3D printing, a laser selectively sinters polymer powder particles, fusing them together and layer by layer creating a product.
- A high-power laser is used in selective laser sintering (SLS), a laser powder bed fusion technique, to center tiny particles of powdered polymer, mainly nylon. From a supply container, a thin layer of the powder is applied to the build platform. The temperature of the build chamber and bed plate is slightly below the melting point of plastic. This facilitates the part’s solidification by the laser.
- The scanner system, which is made up of a mirror controlled by a galvo-motor system, is the target of the laser’s beam. The powder is heated to the material’s melting point by the beam, which also traces out the initial layer of the previous cross-section. The particles are then fused together. Usually about 200 microns, the build platform descends one layer into the build chamber.
- Until the parts are finished, the operation is repeated. There is no need for specific support structures because the solidified portions are supported by the unmelted powder during printing. To guarantee the best mechanical qualities and avoid the pieces warping, the build chamber must cool down after the printing process is over. After being taken out of the build chamber, the completed components are cleaned of any remaining powder. SLS prints have a grainy appearance; vapor smoothing and media tumbling can be used as post-processing techniques if needed.
- Sintering can be applied to powdered glass, plastic, concrete, ceramic, and other materials.
- Sintering produces an atomic reaction that fuses particles, transforming powdered material into a solid structure, in contrast to selective laser melting (SLM), which completely melts particles together. Metal 3D printers that use a similar technique are referred to as DMLS or SLM machines; SLS is generally only used to refer to plastic and ceramic 3D printers.
- SLS is an adaptable option, particularly if you wish to postpone injection molding and its astronomical initial expenses. In order to produce high-quality components in manageable quantities (less than 1,000 units), it is unquestionably more economical to evaluate the viability of your technology or product before investing in costly molds and tools.
Overall, Selective Laser Sintering is a strong and adaptable 3D printing method that is especially useful for creating intricate, long-lasting, and useful parts for a range of applications. It is a crucial piece of technology in the field of additive manufacturing because of its versatility in working with various materials and producing high-quality parts without the need for support structures.
Characteristics of Selective Laser Sintering
- Among the most effective types of 3D printing now in use is Selective laser sintering. It is intended for use in industry and by professionals. To cover the full workflow, post-processing equipment including powder sieves and de-powdering stations is required. Rapid prototyping is still its primary usage, however some businesses also use the technique for limited production runs.
- Selective laser sintering uses powdered material to construct things layer by layer. This process is different from subtractive manufacturing, which makes a part by removing material.
- Powdered material is selectively fused using a powerful laser in accordance with a digitized 3D model. Sintering the powder particles together, the laser follows the pattern of each layer.
- Many materials can be used with SLS, including as metals, ceramics, thermoplastics (like nylon), and composite powders. Because of this variability, pieces with different qualities and uses can be produced.
- There is no need for extra support structures because the portion being formed is naturally supported by the surrounding unsintered powder. This facilitates the creation of intricate geometries and overhangs.
- SLS is particularly good at creating parts with internal features and complex designs that are hard or impossible to do with conventional production techniques.
- Selective laser sintering is appropriate for applications requiring a high degree of precision because it can manufacture products with precise features and tight tolerances.
- Surface textures of SLS-produced parts are generally coarse and granular. In order to obtain a smoother finish, post-processing techniques like sanding or polishing are frequently required.
- SLS products are appropriate for functional prototypes and end-use applications because they typically have strong mechanical strength and durability. Significant mechanical stress can be handled by the parts.
- Thin layers, usually ranging in size from 0.05 to 0.15 millimeters, are used in this technique. Although thinner layers may lengthen build times, they can yield parts with higher resolution.
- To lessen thermal strains and avoid warping, the build chamber is kept at a high temperature that is slightly below the melting point of the material.
- Powder that isn’t used can frequently be gathered and utilized again in later projects, increasing material efficiency and lowering waste.
- The procedure is more energy-intensive than certain other manufacturing techniques since a large amount of energy is needed to run the laser and maintain the build chamber’s temperature.
- Parts must be cooled and extra powder must be cleaned after printing. To get the right look and qualities, finishing touches like sanding, polishing, or dying may be needed.
Components of Selective Laser Sintering 3D Printer
- Laser: This is a powerful laser that is used to melt particles and fuse them together.
- Scanning System: This system precisely directs the laser to the appropriate place and then traces the geometry of each layer.
- Build Chamber: This chamber contains the powdered substance.
- Powder Delivery System: The powder delivery system transports and delivers the powder for each layer of printing.
- Powdered Material: This is the actual material, in powdered form. The most popular material is Nylon PA12.
- Roller or Leveller: This transfers a new layer of material from the powder delivery system and spreads it uniformly on top of the previously printed layer in the build chamber for the subsequent printing cycle.
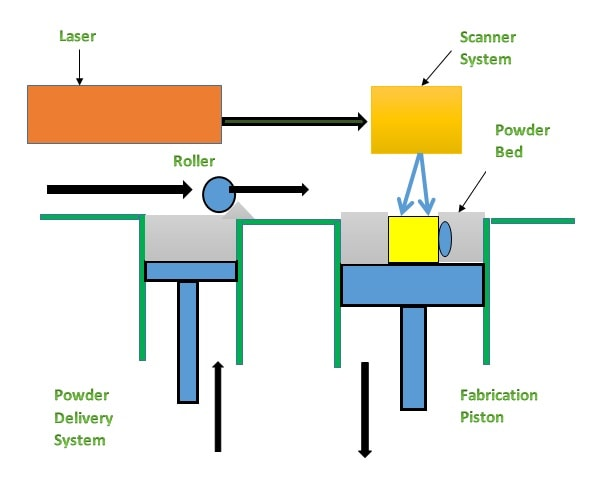
[Image: https://manufactur3dmag.com/how-selective-laser-sintering-works/]
Materials for Selective Laser Sintering 3D Printing
When selecting a material for Selective laser sintering 3D printing, several factors should be considered:
- Mechanical Properties: Strength, stiffness, ductility, and impact resistance.
- Thermal Properties: Heat resistance and thermal conductivity.
- Chemical Resistance: Compatibility with various chemicals and environmental conditions.
- Application Requirements: Specific needs based on the end-use application, such as flexibility, biocompatibility, or conductivity.
- Cost: Material cost and its impact on the overall project budget.
Some of the common materials used in Selective laser sintering 3D printing are:
- Nylon
- The material that is most frequently used in SLS is nylon 12 (PA 12). It is renowned for having superior thermal stability, chemical resistance, and mechanical qualities. Consumer items, end-use components, and functional prototypes are examples of applications.
- PA 11 (Nylon 11) Comparable to Nylon 12, but more flexible and resistant to impacts. It comes from renewable resources and is frequently utilized in applications where toughness and ductility are necessary.
- Glass-filled nylon is made stiffer and more heat-resistant by reinforcing it with glass fibers. It is perfect for parts used in automobiles and aircraft.
- Carbon-filled nylon is lightweight nylon that has been strengthened and stiffened using carbon fibers. It’s been considered ideal for applications in high-performance engineering.
- Thermoplastic Polyurethane
- TPU is a rubber-like, flexible material with superior impact strength, flexibility, and resistance to abrasion. frequently employed in the production of flexible prototypes, gaskets, boots, and seals.
- Aluminum
- Aluminum and other metal powders can be utilized in SLS to create lightweight, very durable metal components. These are frequently used in the industrial, automotive, and aerospace industries.
- Stainless Steel
- Using stainless steel powder, one can sinter long-lasting, corrosion-resistant parts that are appropriate for structural elements, tools, and medical equipment.
- Ceramics
- Parts with exceptional wear resistance and the ability to tolerate high temperatures are made using ceramic powder. Biomedical implants, high-temperature components, and tools are examples of applications.
- Polystyrene
- Used primarily for investment casting patterns due to its ability to burn out cleanly without leaving ash residue.
- Copper
- Utilized in applications where superior thermal and electrical conductivity are required. It is frequently utilized in thermal management systems and electronics.
- Polyether Ketone Ketone
- A thermoplastic high performer with remarkable mechanical, chemical, and thermal stability qualities. PEKK is utilized in high-stress applications including medical implants and aircraft.
Principle of Selective Laser Sintering
One of the most popular techniques in the powder bed fusion (PBF) field of 3D printing is selective laser sintering (SLS). SLS involves carefully outlining each layer in a bed of powdered material, usually nylon, using a powerful laser. The powder particles are heated and fused together by this laser to create strong structures. After a layer is finished, the build plate is lowered gently and new powder is evenly applied over the previous layer by a powder recoater.
Selective laser sintering is remarkably accurate, and it usually works with layer thicknesses between 50 and 200 microns. The operator then removes and de-powders the prints after they are finished. One benefit of SLS is that a large portion of the discarded powder may be recycled, frequently by combining it with new powder. However, it’s more efficient to maximize the printing chamber’s capacity by producing as many parts as possible in a single print run.
How does Selective Laser Sintering work?
Using a counter-rotating leveling roller, layers of material powder (usually less than 0.1 mm thick) are fused together and uniformly distributed throughout the construction area in the selective laser sintering process. The part-building process is carried out in a closed chamber filled with nitrogen gas, or any other inert gas, to reduce powder oxidation and deterioration.
- Preparation: A digital three-dimensional model made with computer-aided design, or CAD, software is the first step in the process. Then, using specialist software, this model is diced into thin horizontal layers.
- Material Loading: The SLS machine is filled with the selected powdered material, which may be made of glass, ceramic, metal, or plastic. Using a roller or a blade, the powder is applied to the build platform in a thin, equal coating.
- Layer-by-Layer Construction: The SLS device fuses the powder particles together selectively using a powerful laser. In order to get the powder to stick together, it is heated to a temperature slightly below the melting point using a laser that follows the contour of the first layer of the computer model. The regions that the laser does not trace stay free and unbonded.
- Building Up Layers: The build platform descends by the thickness of a layer, usually 0.05 to 0.15 millimeters after a layer is finished. The prior layer is covered with a fresh coating of powder, which is fused to the layer below by the laser. Until the complete item is produced, this process is repeated.
- Cooling: The build chamber must get cold once the last layer is sintered. It is imperative that the pieces cool down throughout this procedure to avoid warping or cracking.
- Post-Processing: The finished item is taken out of the build chamber, and any extra powder is blown or brushed off. In many cases, the unused powder can be recycled for use in upcoming constructions. Sanding, polishing, or other finishing methods could be used as additional post-processing processes to get the required mechanical qualities and surface quality.
Application of Selective Laser Sintering
- In the aerospace industry, Selective laser sintering is widely utilized to produce strong, lightweight parts including brackets, ducting, and structural elements. Complex geometries and specialized parts are produced thanks to technology, which is crucial for the design of airplanes and spacecraft.
- Selective laser sintering is used in the automobile sector for tooling, end-use part manufacture, and fast prototyping. It enables the production of parts like intake manifolds, engine mounts, and interior pieces, as well as the development of functioning prototypes for testing and validation.
- In the medical field, SLS is used to create anatomical models, surgical equipment, prosthetics, and implants that are customized for each patient. Because of its capacity to produce intricate, bespoke pieces, it is perfect for developing implants that are anatomically matched to each patient, improving patient outcomes.
- The manufacturing of consumer goods like toys, home items, footwear, and eyewear uses SLS. Rapid prototype creation and product customization to suit customer preferences are made possible by technology.
- SLS is used in the production of gears, housings, and tooling inserts, among other components of industrial equipment. It is appropriate for demanding industrial applications because of its capacity to create parts with high mechanical strength and precise dimensional alignment.
- In the production of electronics, SLS is used to create enclosures, connections, and housings. Thanks to technology, intricate features may be integrated and strong, lightweight parts that satisfy the exacting standards of electronic gadgets can be made.
- Artists and designers use SLS to make elaborate sculptures, installations, and personalized goods. Its capacity to faithfully and precisely convert digital designs into tangible products creates new avenues for creative expression and innovative design.
- Selective laser sintering is essential to research and development in many different industries because it helps scientists and engineers test new ideas, validate concepts, and iterate designs quickly. Its quick prototyping features promote creativity and quicken the process of developing new products.
Advantages of Selective Laser Sintering
Selective laser sintering is among the most dependable, accurate, and quick techniques for industry-grade applications, small batch production, and prototyping. One of the things that sets selective laser sintering technology apart is its advantages.
- SLS is a Fast 3d Printing Technology: One of the fastest 3D printing methods is selective laser sintering (SLS), which uses polymer powders that sinter with very little exposure to the laser. Actually, one must measure speed in relation to print resolution.
- SLS Parts Are Ideal for Coloring and Dyeing: SLS prints are great for coloring since they often have a porous surface. Moreover, dying with a hot bath method works incredibly well. Its porous surface makes the color sticking effective as well.
- SLS Possesses Excellent Mechanical Properties: Comparing SLS prints to alternatives like FDM, they exhibit far stronger layer adhesion. As a result, SLS prints have isotropic qualities, which indicate that the part’s elongation, mechanical hardness, and tensile strength are almost identical in all directions (3 axes). SLS-printed parts are frequently utilized as an alternative to standard injection-molded plastic parts because of their superior mechanical qualities. Additionally, SLS prints (such as Nylon PA 12) provide respectable chemical resistance.
- No Need for Support Structures: Since powder bed fusion is the technology used in selective laser sintering printing, no support structures are required for its designs. SLS prints are self-supporting because during printing, all of the empty spaces are filled with the unused loose powder. As a result, designs with empty hollow spaces, overhanging features, and extremely thin features—features that often require support—can now be printed with SLS, giving product designers more creative freedom. Because there are no fussy support structures, parts with intricate internal components, such channels, can be constructed without sacrificing design integrity. When it comes to printing complex designs, SLS may be the greatest option as opposed to printing in many pieces, which is typically a problem with alternatives like fused deposition modeling (FDM).
- Complex Geometries: Using Selective laser sintering, it is feasible to create complex and intricate shapes that would be difficult or impossible to produce using conventional production techniques. Lattice structures, undercuts, and internal features are examples of this.
- Durable and Functional Parts: Selective laser sintering makes parts that are suited for functional testing and end-use applications because they are mechanically strong and long-lasting. For many industrial applications, the parts’ ability to tolerate substantial stress and strain is crucial.
- Broad Range of Materials: Selective laser sintering is capable of handling a wide range of materials, such as composites, metals, ceramics, and polymers. Because of its adaptability, parts with unique characteristics, like strong heat resistance, flexibility, or electrical conductivity, can be produced for a variety of uses.
- Customization: SLS works well to make tailored and personalized products. Because it eliminates the need for significant tooling or setup adjustments, it makes customized products possible, which is especially useful in the consumer goods, medical, and dental industries.
- Rapid Prototyping: Selective laser sintering makes quick design iterations possible, making it the perfect tool for rapid prototyping. Prototypes may be quickly created and tested by engineers and designers, which reduces the time needed for product development and accelerates time to market.
- Consistent Quality: The SLS building method’s layer-by-layer approach guarantees a part’s constant quality throughout, which is critical to preserving the part’s integrity and functionality.
- Scalability: SLS technology can be adjusted to diverse production volumes because it can produce single prototypes, small batches, and even bigger series.
Disadvantages of Selective Laser Sintering
In addition to its benefits, selective laser sintering technology comes with a few common drawbacks:
- Porous and brittle in structure: SLS prints are less flexible and can deform less before failing, yet have a good tensile strength. The structural stability of SLS prints is compromised by the same porosity that makes them great for dyeing. Because of this, SLS printing works best as prototypes and is not advised for use as finished components.
- The Shrinkage Rate of SLS Prints Is High: According to SLS’s operating principle, for the print powder to sinter, it must be exposed to high temperatures. It contracts or shrinks as it cools, producing a part that is dimensionally incorrect. The shrinkage rate can reach 3% to 4%, which is higher than the alternatives. This has to be taken into account at the design stage, and the model’s volume is changed appropriately. Warping or distortion may arise from the accumulation of stress in sharp corners and edges caused by contraction.
- Increased Production of Waste Owing to SLS Powder Material: To enable sintering with only a small amount of laser exposure, the powder inside the build chamber must be pre-heated. Particle grains in the loose powder bed may fuse during the elevated temperature sintering of the powder surrounding a part that is being manufactured, lowering the powder’s quality. You will eventually acquire a lot of unused nylon powder that needs to be disposed of because you will always have some left over after every print. Just by this one detail, HP Multi Jet Fusion (MJF), which does not warm the powder, produces less waste than selective laser sintering printing. You must take precautions against the respiratory risk posed by the loose nylon powder.
- Slow Build Times: SLS manufacturing, particularly for large parts or high volumes, can be slower than other processes. The layer-by-layer method reduces production efficiency because it can take hours or even days to finish a structure.
- Post-Processing Requirements: To achieve the required mechanical characteristics, increase surface smoothness, and eliminate loose powder, SLS products frequently need extensive post-processing. This lengthens the production process and adds more stages, money, and time to it.
- Environmental Concerns: Using some plastic powders may cause environmental problems, especially when it comes to recycling and getting rid of extra material. To reduce environmental impact, recycling, and trash management techniques must be followed correctly.
- Complexity of Multi-Material Printing: Compared to other additive manufacturing techniques like multi-jet fusion, printing with several materials in a single build is more difficult and constrained, even though SLS can handle a variety of materials.
References
- https://formlabs.com/asia/blog/what-is-selective-laser-sintering/
- https://www.protolabs.com/resources/design-tips/designing-for-selective-laser-sintering/
- https://markforged.com/resources/learn/3d-printing-basics/3d-printing-processes/what-is-selective-laser-sintering-sls
- https://www.xometry.com/resources/3d-printing/video-how-does-sls-3dp-work/
- https://www.hubs.com/knowledge-base/what-is-sls-3d-printing/
- https://xometry.pro/en-uk/articles/3d-printing-sls-overview/
- https://www.3ds.com/make/service/3d-printing-service/sls-selective-laser-sintering