Homogenizers are a kind of mixers that combine, emulsify, disperse, and dissolve liquid-liquid and solid-liquid systems by the use of mechanical forces. Homogenizers are industrial, benchtop, and laboratory instruments that are utilized in many different fields of study and industry. The mixing and dissolution of different materials, such as particles, pigments, chemicals, plants, food, cells, and tissues, are common uses for homogenizers.

What is Homogenizer?
A homogenizer is an essential laboratory equipment utilized for mixing, emulsifying, and homogenizing liquids. Its pivotal role lies in effectively dispersing large particles within a liquid, ensuring a uniform distribution throughout the mixture. This capability makes it indispensable across diverse industries such as food and beverage production, pharmaceuticals, and biotechnology.
- A homogenizer drives the material through a small, constricted space to provide homogeneous and even mixing. To guarantee that the contents of the solution are spread uniformly, turbulence and cavitation are employed in addition to high pressure. A homogenizing valve assembly and a homogenizing pump are the standard components of homogenizers. By forcing the substance through a tiny opening between the valve and its seat, the pump creates turbulence and encourages mixing.
- Homogenization technology is widely used nowadays in many different fields and applications. Its continuous evolution is facilitated by continuing research and development. For example, homogenization techniques are being developed in nanotechnology to manage nanoparticles efficiently. The homogenization techniques used in biotechnology are being improved to handle microbes, tissues, and cells.
- Homogenizers are used by many industries to produce stable, homogenous goods that are consistent. Homogenizers are used not just for mixing but also for emulsifying, suspending, grinding, dispersing, and dissolving. Homogenizers are particularly important to the chemical, beverage, and pharmaceutical sectors for product production and quality assurance.
- In summary, because they guarantee reliable and excellent mixing, emulsification, and homogenization of liquids, homogenizers are essential to many different sectors. Numerous sectors are continuing to advance as a result of their varied uses and continuous advancements.
Principle of Homogenizer
Shearing, cavitation, and turbulence are the three basic phenomena that govern how a homogenizer works. Together, these ideas provide the homogenizing effect and produce a homogeneous mixture.
- Shearing: Viscosity-induced friction between fluid molecules is what causes shearing. It entails reducing the size of droplets and big particles. Shearing forces cause a particle or droplet to shatter into smaller pieces when it becomes stuck between fluid layers that are moving at different speeds.
- Cavitation: When a fluid has a large pressure drop, cavitation occurs. The homogenizer valve is usually installed upstream of the high-pressure fluid pump that introduces the fluid. This configuration permits the fluid to temporarily develop vapor pockets or cavities. Shockwaves produced by the collapse or implosion of these cavities efficiently disintegrate the mixture’s droplets and particles.
- Turbulence: When the fluid reaches a high speed, turbulence happens. The fluid starts to move erratically and turbulently at this point. The fast speed causes energy to be lost and motions to become erratic. The fluid’s kinetic energy is transformed into internal energy in the form of tiny amounts of heat and eddy currents. The turbulent flow produces these eddies, which aid in the decrease of particle size.
Operating Procedure of Homogenizer
- Before starting the homogenizer, the position of the pressure controls is checked to ensure they are idle. Additionally, water is turned on to lubricate and cool the pistons.
- On starting homogenizer
- The motor has been started.
- The homogenizer is turned off after about five minutes of water running, and the water is drained out by first loosening and then tightening the inlet union.
- Leaks are checked in the apparatus.
- By properly adjusting the 3-way valve, the homogenizer receives the sample.
- The pressure-adjusting handle of the second stage valve is adjusted to the target pressure as soon as the machine starts operating at maximum pumping capacity. The pressure in the first stage is then modified.
- Up until the required homogenizing pressure is achieved, the machine’s product discharge is diverted.
- After restoring normal operation, the bypass valve is opened to allow the product to flow into the processing system.
- On closing the homogenizer operation
- After the run, the product flow is diverted.
- After the product is homogenized and discharged, water is added to the hopper for flushing.
- Both the second-stage and first-stage valve pressures are discharged.
- You can now clean the homogenizer by switching to the cleaning sequence.
- The homogenizer is shut off once cleaning is finished.
Parts of Homogenizer
The homogenizer is made up of a high-pressure pump with a tiny aperture that can be adjusted to allow fluids to be pumped at extremely high pressure through it. The fundamental components of a homogenizer are the pump, homogenizing valve, breaker ring, tension spring, and valve seat.
- Pump: The homogenizing pump provides the required pressure for homogenization.
- Homogenizing valve: It is the homogenizer’s key component. A robust spring with tension adjustment holds the valve in place. Single-, double-, and even multi-stage homogenizers are available. With single-stage homogenizers, there is only one homogenizing valve. A homogenizing valve is usually made up of an impact ring, a valve seat, and a valve. Double-stage homogenizers, on the other hand, feature a second homogenizing valve.
- Breaker ring: The primary part of the valve is a breaker ring. Fluid passing through the aperture made by the valve and seat strikes the inner wall of the breaker ring perpendicularly. The larger globules or particles undergo additional size reduction to become finer forms.
- Tension spring: The tension at which the valve is kept should be adjustable. As the fluid pressure on the valve grows, a few thousand inches of fluid pressure rises, which leads to the development of the orifice.
- Valve seat: The homogenizing valve and the seat together constitute the homogenizer’s opening.
Types of Homogenizer
A variety of homogenizer types, each with special qualities and benefits of their own, are employed in various sectors and applications. Among the most popular kinds of homogenizers are the following:
1. Mechanical Homogenizer
A homogenizer that breaks down a premix’s components mostly by mechanical action is called a mechanical homogenizer. Mechanical homogenizers use spinning parts like paddles, cones, or blades in place of valves. These rotors provide the perfect environment for homogeneity when they are coupled with the right stator. The mechanical ripping or shearing action generated by the moving pieces is the fundamental idea underlying mechanical homogenization. The high forces created by the rotating components interacting with the premix break down the particles and encourage uniform mixing.
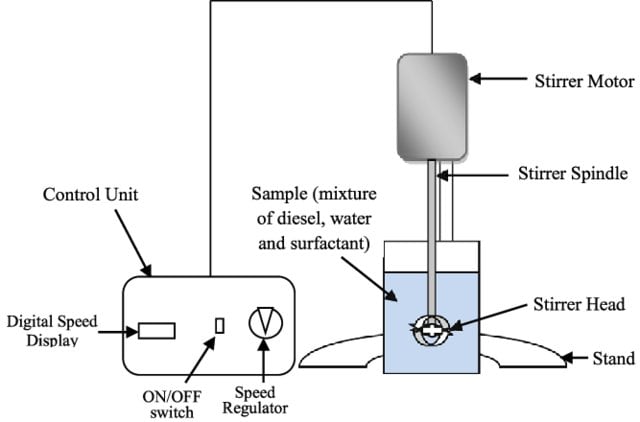
Figure: Mechanical Homogenizer (Source: https://doi.org/10.1016/j.egyr.2019.05.006)
A. Colloid Mills
- Colloid mills are homogenizers with conical rotor and stator components.
- The premix will pass through the tiny opening between the rotor and stator due to centrifugal and shear forces.
- When the premix is fed gravimetrically into the rotor-stator assembly through a hopper, it is released into the exit slots or holes.
- The rotor rotates at a high speed (3,000 to 15,000 rpm), which shears and breaks up the premix fluid’s constituent parts. Since the fluid is propelled by the rotor, high fluid velocities are also possible.
- Turbulence arises when the velocity reaches a certain level. By adjusting the distance between the rotor and stator, the amount of shearing can be adjusted.
B. Rotor-stator homogenizer
- A metal shaft, known as the rotor, revolves inside a fixed metal container, known as the stator, in rotor-stator homogenization.
- The rotor’s motion draws the sample into the area between it and the stator. The extreme change of velocity in the confined space between the rotor and stator exposes it to extraordinarily severe shear stresses. Homogenizers with rotor-stator technology work well for mixing or emulsifying liquids.
C. Bead Mill
- Bead mills, sometimes referred to as ball mills, are homogenizers that break apart and mechanically grind large particles that are dispersed throughout the premix fluid using beads. The beads serve as a grinding media, applying high shear and impact pressures to reduce particle size.
- The premix fluid comes into contact with the beads when they are placed into the container. Then, internal rotating parts like paddles and blades stir them.
- Another way to stir the container is to spin it at very high centrifugal forces.
- Larger homogenizers that follow the manufacturing stream frequently use rotating parts to stir things up. Centrifugal force is a common method of agitation used in laboratories to create homogenized product samples.
D. Blade Type Homogenizers
- The rotor of these homogenizers is made up of blades. They do not have a stator-formed shear gap, in contrast to rotor-stator homogenizers and colloid mills. Only the fast rotation of the blade causes the shearing action. Their design and functionality are a lot like that of a blender. Blade homogenizers are less efficient than those that have rotors and stator.
- Although they have sufficient homogenizing power to create a combination that is evenly distributed and emulsified, the final particle size is coarser than with other kinds of homogenizers. Abrasive media, such as beads, are utilized to increase a substance’s homogenizing effectiveness.
Application of Mechanical Homogenizer
- In addition to emulsifying salad dressings and other food products, mechanical homogenizers are used to produce homogenized milk, ice cream, and other dairy products. Protein isolates and concentrates are also made with them for use in nutrition bars and dietary supplements.
- Pharmaceuticals for injection or oral administration are emulsified using mechanical homogenizers. This may enhance the medication’s efficacy and bioavailability.
- Creams, lotions, and other personal care products are produced using mechanical homogenizers to guarantee that ingredients are dispersed uniformly and to produce a smooth, uniform texture.
- Particles in slurry and suspensions are broken down, pigments are homogenized for paint and ink manufacturing, and lubricants are emulsified using mechanical homogenizers.
- Microorganisms, plant tissue, and animal tissue are all homogenized using mechanical homogenizers.
Advantages of Mechanical Homogenizer
- High-pressure homogenization: High pressure can be produced by mechanical homogenizers, which is perfect for dissolving particles in liquids with high viscosities.
- High-shear mixing: To emulsify and homogenize tiny droplets and particles, mechanical homogenizers with high shear forces are perfect.
- Versatility: Mechanical homogenizers are appropriate for a wide range of applications, including biotechnology, pharmaceuticals, and food and beverage. They can handle a large variety of materials.
- High Efficiency: The procedure can be carried out more efficiently by using mechanical homogenizers, which can quickly homogenize large amounts of material.
- Cost-effectiveness: When it comes to large-scale production, mechanical homogenizers are more economical than other kinds.
Limitations of Mechanical Homogenizer
- High maintenance: Because mechanical homogenizers have moving parts, worn parts need to be replaced regularly.
- Noise and vibration: In certain settings, the noise and vibration produced by mechanical homogenizers may be problematic.
- Limited reduction of particle size: The particle size of suspensions and emulsions cannot be reduced to an extremely small degree with mechanical homogenizers.
- Restricted temperature control: When working with heat-sensitive materials, mechanical homogenizers may not have enough temperature control.
- High energy consumption: In certain situations, the high energy consumption of mechanical homogenizers can be problematic.
2. Ultrasonic Homogenizers
The ultrasonic cavitation physical principle is used by ultrasonic homogenizers, sometimes referred to as sonicators or sonic disruptors. Sound waves with a frequency of at least 20 kHz are considered ultrasonic frequencies. using alternating rarefaction and compression stages at ultrasonic frequencies to cause cavitation. As a result, the cavitation effect is the main reason why components break.
The vapor cavity is created during the rarefaction phase and implodes during the compression phase. These intervals take place inside an ultrasonic wave’s single cycle. The generated voids are extremely high-energy, localized zones that can reach extremely high temperatures and pressures, yet they are minuscule in size and invisible during operation.
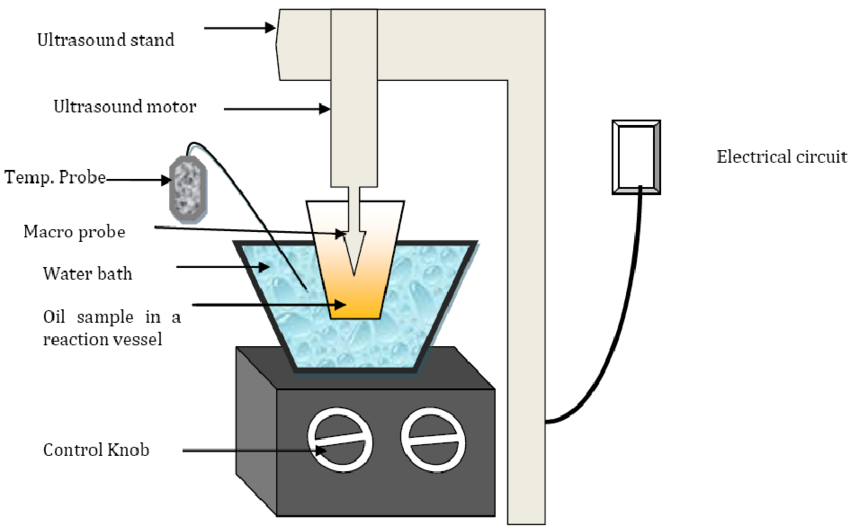
Figure: Ultrasonic Homogenizer (Source: https://doi.org/10.3390/en3101691)
Parts of Ultrasonic Homogenizers
- Generator
- The part that transforms incoming electrical power into a format that is appropriate for triggering the transducer at the right frequency is the generator.
- Utility power networks typically operate at frequencies of 50 to 60 hertz (Hz).
- The power supply’s frequency needs to be changed to reflect the fact that ultrasonic frequencies start at 20 kHz and go higher.
- The right size cavities can only be produced by carefully adjusting the power supply frequency to the premix fluid’s characteristics.
- Transducer
- The generator’s pulsating, high-frequency electrical current is converted into ultrasonic vibration via the transducer.
- The most common kind is the piezoelectric transducer. Inverse piezoelectricity, or a material’s capacity to expand or contract in response to an electric current, is how piezoelectric transducers work.
- Probe
- The part that comes into touch with the premix fluid is the probe.
- When the probe’s one end is connected to the transducer, it vibrates at the designated frequency. The premix fluid experiences vibration from the probe, which causes cavitation to form.
Application of Ultrasonic Homogenizers
- Fine emulsions are produced by ultrasonic homogenizers, as achieving them with conventional mechanical techniques can be challenging. They can be used to create goods like lotions, creams, and other personal care items. They are very helpful for emulsifying minute droplets and particles.
- Proteins are extracted for analysis from cells using ultrasonic homogenizers. They are especially helpful for lysing cells and removing proteins from hard-to-lyse cells including plant, yeast, and bacterial cells.
- Solid particles are dispersed across liquids and suspensions are made using ultrasonic homogenizers. They can be used to make suspensions of hard-to-disperse particles, like nanoparticles, as well as suspensions of tissues and cells for examination.
- Particles smaller than 100 nm are called nanoparticles, and they are created using ultrasonic homogenizers. When creating uniformly sized and shaped nanoparticles, they are especially helpful.
Advantages of Ultrasonic Homogenizers
- High efficiency: Compared to other homogenizer types, ultrasonic homogenizers are more effective in breaking down particles, particularly small droplets and particles.
- Versatility: Ultrasonic homogenizers are appropriate for a multitude of applications, including dispersion, suspensions, and emulsification, and they can handle a broad range of materials.
- Low heat generation: Because ultrasonic homogenizers produce very little heat, heat-sensitive materials can be used with them.
- Low Shear: The low shear force produced by ultrasonic homogenizers lessens the harm that can be done to delicate materials.
- Simple to Operate and Maintain: Ultrasonic homogenizers are simple to operate, clean, and maintain.
Limitations of Ultrasonic Homogenizers
- High cost: Compared to other homogenizer types, ultrasonic homogenizers are more expensive, particularly when used in large-scale production.
- Limited reduction of particle size: Ultrasonic homogenizers are not appropriate for very fine reduction of suspension and emulsion particle sizes.
- Vibration and noise: In some settings, the noise and vibration produced by ultrasonic homogenizers may be problematic.
- Maintenance: To keep ultrasonic homogenizers in excellent operating order, they need to have regular maintenance, which might occasionally be difficult.
- Restricted control: Compared to other homogenizer types, ultrasonic homogenizers provide less control over the process, which might be an issue in some applications.
3. High-pressure Homogenizer
The high-pressure homogenizer (HPH) was the first kind of industrial homogenizer to be created. It is one of the homogenizers that is most frequently utilized in industrial and manufacturing settings due to its versatility and efficacious homogenization. High-pressure pumps and homogenization valves make up piston homogenizers, sometimes referred to as high-pressure homogenizers. Since positive displacement reciprocating pumps are designed to work with viscous fluids and retain efficiency in the face of variations in flow and pressure, the high-pressure pump is of this type. High-pressure homogenizers have three or more plungers or pistons. Selecting a reciprocating pump with more plungers reduces equipment vibration and stabilizes fluid flow to the homogenizer valve.
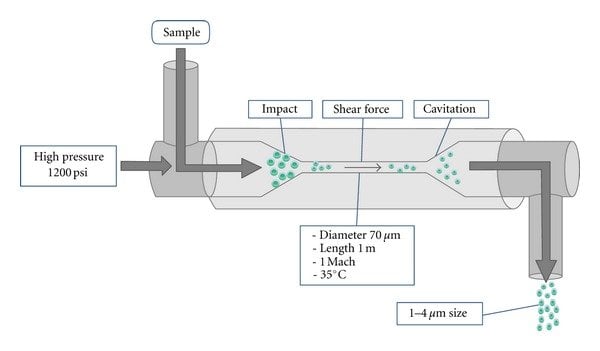
Figure: High-pressure Homogenizer (Source: https://doi.org/10.1155/2012/359432)
These disintegrate particles in a liquid by applying high pressure. They are frequently used for high-viscosity liquids and may operate at pressures of up to 35,000 psi (2,400 bar). The Niro Soavi high-pressure homogenizer is one example.
Applications of High-pressure Homogenizers
- In the food and beverage sector, high-pressure homogenizers are frequently used to emulsify, homogenize, and disperse liquids.
- They are also utilized in the manufacturing of emulsions, suspensions, and ointments in the pharmaceutical and cosmetic sectors.
- They can also be utilized to produce nanoparticles and nanoemulsions for usage in the biotechnology and nanotechnology sectors.
- Additionally, high-pressure homogenizers can be utilized in lab and research settings for a variety of purposes, including protein purification and cell disruption.
Advantages of High-pressure Homogenizers
- High efficiency: Particle size can be reduced to a very small size using high-pressure homogenizers, which can enhance the texture and stability of the final product.
- High throughput: High-pressure homogenizers are capable of swiftly and effectively processing big volumes of liquid.
- Versatility: Emulsification, homogenization, and cell disruption are just a few of the many uses for high-pressure homogenizers.
- Adaptability: High-pressure homogenizers are capable of handling a broad variety of viscosities, temperatures, and pressures and may be readily modified to meet particular process requirements.
Limitations of High-pressure Homogenizers
- High cost: The purchase and upkeep of high-pressure homogenizers can be costly.
- Complexity: High-pressure homogenizers are sometimes intricate devices that call for specific training to operate and maintain.
- Limited scalability: Large-scale production is not a good fit for high-pressure homogenizers.
- Only liquid materials may be homogenized using high-pressure homogenizers; solid or semi-solid materials cannot be homogenized with them.
- Safety: Because high-pressure homogenizers produce high temperatures and pressures, they can be hazardous if improperly used or maintained.
Applications of Homogenizer
A homogenizer is a mechanical apparatus that is employed to decrease the particle size of a liquid combination. Usually, it works by subjecting the mixture to high pressure and/or high shear forces, which disintegrates the bigger particles into smaller, more uniform particles. Depending on the nature and design of the apparatus, a homogenizer’s exact purpose may differ, however some typical uses include:
- Large droplets of one liquid are broken down into smaller droplets with homogenizers, and these smaller droplets are then suspended in another liquid to generate stable emulsions.
- The stability and texture of a product can be enhanced by homogenizing a liquid combination by using homogenizers to reduce the size of the particles to a uniform size.
- A homogenous mixture can be produced by dispersing solid particles into a liquid medium using homogenizers.
- Proteins can be purified using homogenizers by dissolving cells and removing the proteins from the lysate.
- By exerting strong shear forces, homogenizers can be used to degrade biological material such as cells and liberate their contents.
- Desensitization of Microbes One of the main goals of the manufacturing process for food and pharmaceuticals is the inactivation of germs. This is achieved by breaking up the cellular structure of dispersed bacteria using homogenizers. This prolongs the product’s shelf life by removing the possibility of microbial growth. Homogenization is an essential substitute for heat treatment and pasteurization, which can both lower the quality of a product because they rely on mechanical processes to kill microorganisms.
- Enzyme structures can be changed by homogenization at high pressure. Enzymes are proteins that act as catalysts to quicken biological processes. Certain enzymes can be made active or inactive by carefully controlling the homogenization pressure. There may be uses for this function in the production of drinks, particularly alcoholic ones.
- The technique of breaking apart a cell while preserving the integrity of its constituent parts is called cell fractionation. The degree of homogenization can be controlled to allow for the death of cells while maintaining intracellular components. The biotechnology sector makes considerable use of intracellular component recovery to produce medical and agricultural bioproducts.
- Compound extraction with the use of homogenizers is known as homogenizer-assisted extraction or HAE for short. When high-value substances like polyphenols, flavonoids, lycopene, and so forth are subjected to the dynamic pressure produced by a homogenizer, they become more stable and extractable.
Advantages of Homogenizer
- High efficiency: By reducing particle size to a very small level, homogenizers can enhance the smoothness and stability of their products.
- High throughput: Homogenizers are fast and effective in processing large amounts of liquid.
- Versatility: Emulsification, homogenization, and cell disruption are only a few of the many uses for homogenizers.
- Flexibility: Homogenizers can be readily modified to meet particular process needs and are capable of handling a broad variety of pressures, temperatures, and viscosities.
- Increased product stability: By decreasing particle size and boosting homogeneity, homogenizers can extend the shelf life of products and increase product stability.
- Yield increase: By assisting in the release of more of the desired material, homogenization can help to boost the yield of the finished product.
Limitations of Homogenizer
- Expensive: The cost of homogenizers can be substantial, particularly for devices with high pressure.
- Maintenance and upkeep: To keep homogenizers operating correctly, devices need to undergo routine maintenance, which includes cleaning and calibrating.
- Sample size restrictions: For large-scale applications, homogenizers may have restrictions on the size of the sample they can treat.
- Noise pollution: Due to their loudness, high-pressure homogenizers may not be ideal for use in industrial or laboratory environments where noise pollution is a concern.
- Sample heating: The homogenization procedure has the potential to produce heat and thermally harm the sample.
- Shear force: The sample may experience considerable shear force during the homogenization process, which could cause some labile components to be damaged or denatured.
Precautions while handling Homogenizer
- Safety: Homogenizers can be hazardous if not used correctly, therefore it’s critical to heed the manufacturer’s safety guidelines and take all recommended safety measures. This entails using safety equipment, such as safety glasses, and being informed of the possible dangers connected to high-pressure systems.
- Sample preparation: Before processing, confirm that the sample has been correctly prepared by the manufacturer’s instructions for the homogenizer.
- Sample volume: Recognize the maximum sample volume the homogenizer is intended to manage and don’t go above that amount.
- Sample temperature: Keep an eye on the sample’s temperature and make an effort to keep it at the ideal level for the type of sample.
- Cleaning and upkeep: To ensure optimal performance, clean the homogenizer after each use and carry out routine maintenance per the manufacturer’s recommendations.
References
- Mondal, P. K., & Mandal, B. K. (2019, November). A comparative study on the performance and emissions from a CI engine fuelled with water-emulsified diesel prepared by mechanical homogenization and ultrasonic dispersion method. Energy Reports, 5, 639–648. https://doi.org/10.1016/j.egyr.2019.05.006
- https://microbiologynote.com/homogenizer-principle-parts-types-procedure-uses/
- https://www.iqsdirectory.com/articles/mixer/homogenizer.html#:~:text=Conclusion,Auguste%20Gaulin%20for%20homogenizing%20milk.
- https://microbenotes.com/homogenizer-principle-procedure-parts-types-uses-examples/
- https://www.hielscher.com/homogenizers-working-principle-use-and-scale-up.htm