Welding is a fabrication technique that allows you to combine materials such as metals, thermoplastics, ceramics, etc. by applying heat at high temperatures. It allows the materials to be fused by heating the localized area and creating the weld pool. Welding joins metals at high temperatures, once cooled down, the base and filler metals bond together. There are different types of welding techniques such as MIG, MAG, and Laser. MIG welding was first developed in 1948 in the United States by H.E. Kennedy.
What is MIG Welding?
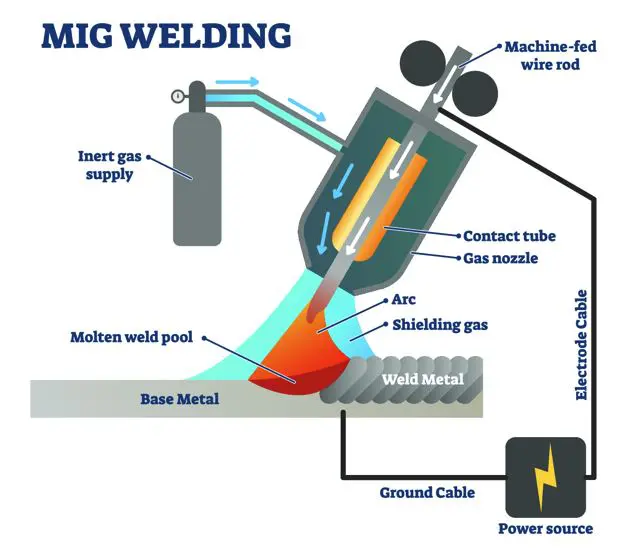
MIG (Metal Inert Gas) welding, also known as GMAW (Gas Metal Arc Welding) or MAG (Metal Active Gas) welding, is a completely autonomous or partially autonomous arc welding technique. In this method of arc welding a solid wire electrode is regularly fed to the torch creating a weld pool. A welding torch or gun is used to heat the electrodes. This technique of welding is especially applicable for the thicker materials. This technique may not be as strong as TIG welds it still is the most user-friendly type of welding especially for beginners.
[Image source: https://fractory.com/mig-welding-explained/]
MIG welding employs an uninterrupted source of electricity that produces an electrical arc, which welds the base metal using a filler wire fed constantly using the welding flame. At the same time, an inert shielding gas is pumped by the gun to maintain a weld pool pure avoiding surrounding contamination.
MIG welding was first developed in 1948 in the United States by H.E. Kennedy. Since MIG welding uses a rod that serves as an electrode to create an arc, it is an enhancement over previous welding procedures. Regardless of numerous gear improvements, the process remains unchanged.
Equipment Used In MIG Welding
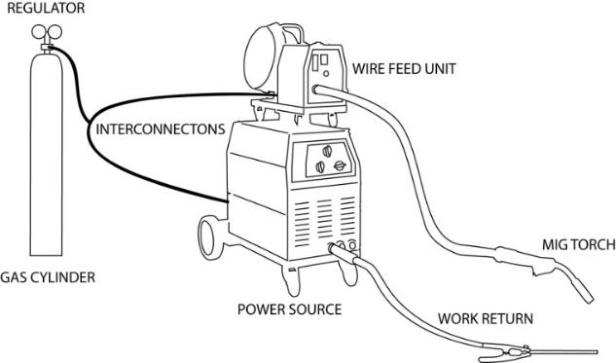
MIG welding is a versatile method of welding that can be used on both thick and thin materials. Here are some of the important parts and equipment associated with MIG welding:
Power Source: Typically, MIG is powered by a DC source.
Wire Feeder: A wire feeder is necessary for supplying electrode wire into the welding gun uninterruptedly and seamlessly. The wire feed mechanism’s effectiveness can have a significant impact on the welding process’s steadiness and repeatability.
Conduit: The conduit can be up to five meters long and helps feed wires to the welding gun. It must be kept as short and straight as possible to ensure smooth operation.
Gas Cylinders: Gas cylinders are key components of MIG welding equipment because they store shielding gases including argon, CO2, and helium.
Hoses: The hoses or gas pipes are required to provide a continuous shielding gas supply. These hoses are connected to the gas cylinders.
Regulators: Regulators are connected to the hose and the cylinder and they are important to adjust the flow of gas as required by the job.
Welding Guns: These are the business end of MIG welding equipment. It is important because it delivers welding current to the wire and supplies gas to shield the arc and weld pool.
Safety Gears: Safety gears are important to ensure safe operation and avoid any damage from contact with flames and fumes. These gear include goggles, helmets, suits, gloves, and boots.
How Does MIG Welding Work?
In this method of welding, a solid wire electrode is fed to the gun that conducts the electricity using the machine. The gun produces an electric arc which melts the electrodes and the substrate to create a metallic bond. When gun hits the electrodes with flame it makes a weld pool that is protected by a shielding gas. The role of shielding gas is to protect the weld from getting contaminated by atmospheric pollutants. Here we will talk about the process of MIG welding.
- By creating an electric arc using an insulating wire that is continually fed through the welding flame, the MIG welding process fuses the base metal through a continuous polarity generator. The welding current and burn-off rate of the wire are determined by their diameter and feed speed.
- An arc is formed at the tip of the wire electrode and the object being worked on metal, resulting in a welding pool that joins the base materials together. The arc length is determined by the voltage of the power source, which can be either fixed or variable.
- The shielding gas comes out from a nozzle that surrounds the wire, forming an outer layer of protection around the arc and weld pool. The shielding gas protects the welding joint against oxidizing and contamination resulting from atmosphere gases.
- The welding technician runs the welding torch through the joint line, either manually or through a machine, ensuring an accurate speed of motion as well as wire placement.
Factors That Affect MIG Welding
The welder may also change the welding settings, such as current, voltage, wire feed speed, and gas flow rate, to suit different materials or applications. Different factors can impact the outcome of the weld depending on the decision we make. So, here we are going to take a brief look at the key factors affecting MIG welding.
Mode of Metal Transfer
Metal transfer is the process of transferring an electrode, or filler metal, to the weld pool using the welding arc. There are four standard metal transfer options available on your MIG welding machine.
Short-Circuit Welding
- It combines the lowest possible current and voltage distributions, which lowers the source of weld heat. As soon as the metal wire comes into contact with the pool of weld, electrical short circuits happen.
- Welding at any spot and angle is possible with the use of this transfer method, and typically is utilized when working with thinner materials.
- Short-circuit welding has the disadvantage of being ineffective for welding thick materials.
Globular Transfer
- Globular transfer is commonly used when welding materials with greater thickness because big droplets and strong inputs of heat enable effective penetration.
- It takes more electrical current and voltage compared to a short circuit. It is distinguished by enormous, uneven droplets of molten metal.
- It is typically used to weld flat materials, giving the welder better control over the size of the droplets. This approach only uses CO2 shielding gas, which can result in greater spatter when welding.
- High temperatures, on the other hand, change the microstructure of the metal and cause the formation of a heat-affected zone (HAZ).
Spray Welding
- This technique uses a high voltage and faster wire feed to spray tiny molten drops over the arc. It’s a more accurate technique with less splatter.
- An increased welding current as well as voltage will culminate in a rapid metal deposition pace which is comparable to that of a water hose.
- This method works well for incorporating thicker materials because it allows larger penetration with tiny, molten metal droplets.
- This model is not suitable for materials with thin walls due to the high heat input.
Pulse Mode
- During pulse-spray transfer mode, the energy supply switches between high and low voltages.
- The material is deposited in a series of regulated droplets, and the pulse mode produces welds that don’t spatter.
- It minimizes the drawbacks of other transmission modes while embracing their benefits.
- This mode usually comes in handy for aluminum as well as stainless steel welding.
Motion of Gun
To avoid filler sagging or sliding down the leading edge of a weld joint, the gun must be positioned and angled correctly. MIG welding can be done in any of four positions: flat, horizontal, vertical, or overhead.
Push Technique
- The push-through approach, likewise referred to as the forehand technique, requires pushing the welding gun away from the weld pool.
- This approach involves tilting the torch between 5 to 15 degrees away from the welding direction.
- While using the push method, the arc’s outermost edge faces the direction of motion, so the weld pool moves along with the flame.
- Moving the flame further from the weld pool minimizes spatter generation, resulting in a more uniform weld and less post-weld cleaning.
- The flame moving ahead improves the view of the welding pool and joint, allowing technicians to stay in better control and achieve higher-quality welds.
Pull Technique
- The pull technique, sometimes also referred to as the drawback or pullback technique, involves dragging the welding gun into the weld pool.
- The gun is angled 5 to 15 degrees towards the direction of welding.
- Since the back edge of the welding arc in this process faces the direction of motion, the weld pool follows after the torch.
- The pulling strategy provides greater control and manipulation of the weld pool, especially when working with thinner materials, resulting in higher precision.
- The pull approach offers greater directional stability, making it appropriate for vertical and overhead welding instance
Shielding Gas
- To prevent the welding pool from reacting with the surrounding air and oxidizing the welded region, shielding gas is introduced using the weld gun.
- Two of the most common gases used for the method of MIG welding are argon and helium. At times, both of these noble gases are mixed with other gases because of their comparatively high cost.
- These inert gases have no influence or reactivity on the weld, hence the metal’s properties stay unchanged.
- Semi-inert gases containing trace amounts of CO2 can also be used. CO2 is a cheaper alternative to argon and helium, which allows greater penetration but contributes to higher spatter in the weld pool.
Polarity
Accurate polarity is essential since it affects the quality of the weld. The incorrect polarity can result in extensive spatter, an unmanageable arc, and weak penetration. The power supply in a MIG welder is typically adjusted to the DC because it provides continuous voltage, as opposed to TIG and stick welding, which employ alternating current (AC) for some materials. Advanced MIG welding equipment automatically adjusts the current setting as the arc length or wire feeding rate shifts, helping the welder to generate a steady weld puddle. You may be required to adjust the polarity as required.
DC Positive
- If you want to configure a welding machine for DCEP (direct current electrode positive), connect the earth clamp to the negative (-) end of the panel mount while the polarity wire to the positive (+) panel mount.
- In DCEP, often known as reverse polarity, charges travel from the electrode’s connection end to the base metal.
- This is the most commonly used setting because it provides a consistent arc, resulting in higher bead performance, weld penetration, and a lesser spatter. Appropriate for welding thick as well as thin materials.
- DCEP is only used in gas MIG welding.
DC Negative
- If you want to configure a welding machine for DCEN (direct current electrode negative), connect the polarity wire to the negative (-) end of the panel mount while the earth clamp to the positive (+) panel mount.
- This process provides faster deposition rates over DCEP, however, it has multiple drawbacks, mainly lack of penetration and inadequate heat in the weld pool.
- This is not recommended for thicker materials, however, can be used to weld thin metals.
Wire Electrodes
In MIG welding, the electrode transporting the electrical charge additionally functions as a filler. There are two fundamental types of wire electrodes available, depending on the applications and metals.
Flux-Core Wire
- The flux-core wire is a metal electrode that has a “flux composite” within it.
- When the wire melt reacts with the welding arc, it produces a gas that shields the weld from oxygen, which might create flaws.
- Shielding gas is normally not necessary when working with this type of wire, which makes MIG welding more suitable for outdoor and breezy settings.
- Flux-covered wires produce slag during welding, making it the only drawback of this electrode.
Hard Wire
- Hardwire electrodes are large reels of solid metallic wire that contain no flux. Therefore, it must be used alongside a shielding gas.
- The most frequently used shielding gas is a 75:25 mixture of argon and carbon dioxide.
- The welding gun discharges a constant flow of gas from a canister that surrounds the electrode and weld region, preventing oxidation and weld defects.
- It is used by the majority of MIG welding operators because it is inexpensive, easy to control, and adaptable at various angles.
Welding Guns
A welding gun, often known as a gun, is a specialized equipment designed to fuse and melt metals. MIG welding guns are compatible with a wide range of metal compositions and types. They are divided into two groups:
Gas-Cooled Welding Guns
- Gas-cooled welding guns are susceptible to overheating during the welding process.
- Because these guns can quickly overheat, they are not often suggested for industrial-scale applications.
- Minor operations at the household applications or some minor repair can be normally performed using these guns.
- These guns are cheaper compared to the water-cooled ones.
Water-Cooled Welding Guns
- Water-cooled welding guns can work at higher amperages and deliver more energy.
- Additionally, they provide greater water control over the nozzle’s contact tip
- Water-cooled torches are costlier by 20–30% compared to gas-cooled torches, and installing water-cooled system in the welding machines becomes necessary.
Metals
- MIG welding is one of the most versatile welding techniques in terms of the number and types of metal it can be used with.
- Copper, bronze, stainless steel, mild steel, and aluminum are some of the most common metals welded utilizing MIG welding.
Applications of MIG Welding
MIG welding or metal inert gas welding, provides precise control over the welding process and can accommodate a wide range of metals and thicknesses. It is a versatile technique with a broad range of applications. Here we will take a brief look at some of the major applications of this approach.
Automobile Industry
- MIG welding is widely employed in the automotive sector to join bodywork sheets, exhaust systems, and other types of metal components.
- For instance, a MIG welding machine is frequently used to fuse a substitute panel to a car body, resulting in a smooth repair.
- MIG welding can also be utilized to fix broken frames and weld exhaust systems.
Construction Industry
- MIG welding is widely employed in the construction sector to weld steel frames, metal structures, and various other large-scale endeavors.
- MIG welding has been widely employed in the fabrication of metal building projects like bridges and skyscrapers.
- For instance, a MIG welding machine is often used to fuse structural steel parts together, resulting in a robust and durable structure.
- The fabrication of metal railings, stairs, and other components is another common function of MIG welding.
Fabrication Project
- There are numerous fabrication uses for the adaptive MIG welding method. Common applications for it include the welding of pipes, tubes, and sheet metal made of metals such as aluminum, steel, and stainless steel.
- For instance, a MIG welding device could be used when joining two pieces of metal to form the framework for a tool or other piece of equipment.
Repair Works
- MIG welding is widely utilized for repairs and upkeep operations in a wide range of industries. It is used for repairing machinery, equipment, and other metal parts.
- For instance, a MIG welding machine is often used to repair a damaged metal part, restoring it to its prior strength and utility.
- MIG welding is also frequently employed in automobile repairs, such as mending a broken or damaged framework.
DIY (Do It Yourself) Projects
- MIG welders are also well-liked by self-taught individuals and amateurs for a range of applications, such as constructing furniture, fixing metal objects, and making metal artworks.
- For instance, metal parts could be joined together using a MIG welding machine to produce a one-of-a-kind, creative sculpture.
- In addition, MIG welding is frequently utilized for fixing metal items around the house, like fixing a frayed steel fencing or mending an unsecured gate.
Advantages of MIG Welding
There are number of advantages attached to MIG welding in this section we will be looking at some of them.
Versatility
- MIG welding is incredibly flexible and can be used to join a large range of metals and alloys.
- It can also function in several different modes, including completely automatic and semi-automated.
- Aluminum (Al), Copper (Cu), stainless steel, mild steel, magnesium (Mg), Nickel (Ni), and several of their alloys, as well as iron and the majority of its alloys, are among the metals that are worked with MIG.
- It can be easily used by home operators or amateurs.
Easy To Use
- The MIG torch is one of the first welding techniques that beginners adopt thanks to its minimal skill curve, automatic functions, and ease of use.
- MIG welding is regarded as one of the simplest and most efficient welding procedures to understand and execute because the electrode is delivered to the weld using welding tools or a spool-gun MIG torch.
- MIG welding is a technique that may be picked up quickly—some trainers have even claimed that basic instruction can be completed in about an hour.
- These factors liberate them from dealing with the technical aspects of welding equipment, allowing them to zero in on improving their ability to weld.
Speed of Weld
- Even for inexperienced welders, MIG welding is typically quicker compared to other welding techniques.
- The pulse mode and constantly supplied wire frees up both hands for MIG welding, resulting in faster welding, higher weld quality, and greater control.
Productivity
- The clear view of the welding pool, coupled with the simplified welding technique, allows you to consistently generate aesthetically pleasing welds.
- MIG uses shielding gases to safeguard the arc, therefore there is minimal alloyed material loss when the weld pool moves across the arc.
- There is no waste to be cleaned up, as is common with stick welding, therefore only small weld spatter appears. This makes it less time-consuming
Greater Penetration
- MIG allows you to achieve considerable penetration (the depths of the weld) while ensuring a robust, clean bead.
- The main advantage is that the technique works on a variety of metals that have varying thicknesses.
- MIG welding may generate welds on a range of materials, including magnesium, stainless steel, and aluminum, if the amperage settings are right.
Drawbacks of MIG Welding
With numerous advantages MIG welding also has some drawbacks. Here’s a brief look at the disadvantages of this this welding approach.
High Initial Cost
- While getting a new MIG welder, the expense of the machine, gas, filler wire, and other accessories can quickly add up.
- Supplies for MIG welding, like electrodes, shielding gas, and replacement tips and nozzles, can be expensive and also needs to be refilled time and again.
- High-quality welding machines can get even more expensive, however, they can be used for long times to come which makes the investment worth it.
- However, the majority of top-tier MIG welding equipment can additionally be used for stick welding, plasma cutting, and inert tungsten gas (TIG) welding.
Portability
- MIG welding machines are heavier compared to others.
- Portability can be the major issue about the MIG welding machines.
- This limitation is an issue when you need to work at remote locations or the outside of the house.
Limited Positions
- The elevated heat supply and instability of the weld puddle could mean that you need to consider an alternative approach.
- Due to the melt pool’s viscosity and the MIG welder’s high heat input, it is difficult to perform the welding process vertically and overhead.
Under-Cutting and Burn-Throughs
- The constant voltage produced by MIG welding machines makes them highly susceptible to undercut and burn-throughs.
- The surface of the material being penetrated is sometimes referred to as burn-through while welding thin substances together.
- If tungsten is not insulated correctly with the purge gas, undercutting occurs, resulting in an unmelted welding electrode.
- Undercuts can occur on either side of the material, but they are most frequently noticeable on the underside.
Shielding Gas Problem
- When using shielding gas, the cylinder sometimes interferes with the welding process, based on the nature of the task and the location, it can be problematic.
- It is also difficult for replacement and could take longer than anticipated due to popular demand and unavailability.
- The shielding gas must be changed regularly; however, MIG welding uses a continuous wire feed, which increases the risk of contamination in the weld pool.
Delayed Preparation Time
- Although MIG welding requires little cleanup after work or setup for a new project, high-quality welds require clean, dust-free materials.
- It takes longer to inspect the metals to make sure they are prepared for the welding process since any residue left on the metallic substance can affect the precision and quality of the weld.
- There is also an improved level of safety when working with clean metal.
Not Suitable For Outdoor Uses
- MIG welding requires a shielding gas that can’t be used outside due to changing temperatures and gusts of wind.
- It’s also more difficult to maintain the purity of a weld outside because many factors can interfere with the welding process.
- MIG is most effective in restricted environments such as the interior of a recently constructed building, a manufacturing plant, or an automotive garage.
Not Preferred For Thick Materials
- Although MIG welding is one of the most adaptable procedures, it is not suitable for highly thick metals like steel, which need a more robust method of penetrating the substance to produce a strong weld.
- MIG welding works effectively on thin materials but fails on thicker metals due to the high heat input.
- If you need to weld heavy metal, consider alternatives such as FCAW, GTAW, or submerged arc welding.
Video Reference
References
- https://vernlewis.com/types-of-mig-welding-wire/
- https://weldguru.com/mig-welding/
- https://alroys.com/what-is-mig-welding-and-how-does-it-work/
- https://www.megmeet-welding.com/en/news/Process-and-Applications-of-MIG-Welding
- https://www.arccaptain.com/blogs/article/the-typical-application-of-mig-welder
- https://www.twi-global.com/technical-knowledge/job-knowledge/equipment-for-mig-welding-015
- https://unimig.com.au/which-gas-do-you-need-for-your-mig-weld/